
コストダウン・ASSY削減につながる工法転換の考え方を解説
製造業では近年、
・切削コストの上昇
・人手不足
・量産時の単価悪化
・ASSY工程増加
といった課題から、「切削加工部品を順送プレス化できないか」という相談が増えています。
しかし実際には、
「この形状は本当にプレス化できるのか?」
「強度や精度は大丈夫なのか?」
「逆に金型費で高くならないか?」
といった不安を持たれるケースも少なくありません。
結論から言うと、切削加工部品の順送プレス化は、
【完成形状をそのまま真似する】のではなく、
【部品に求められる機能を、別の方法で実現できないか】
という視点で考えることが重要です。
実際には、形状を一部見直すことで、切削加工やASSYが前提と思われていた部品でも、順送プレス化できるケースがあります。
「どこまで順送化できるか」は形状そのものではなく、機能と工程設計の組み方によって決まります。
今回は、順送プレス・板鍛造による工法転換について、実際の検討事例も交えながら解説します。
なぜ今「切削加工 → 順送プレス化」が増えているのか
切削加工は、
・複雑形状への対応がしやすい
・高精度な加工が可能
・少量生産にも対応しやすい
といったメリットがあり、多くの製品で採用されています。
一方で、量産時には、
・加工時間の増加
・刃具交換や設備保全
・設備占有時間の増加
・作業者への依存
などにより、コストが上昇しやすいという課題があります。
特に切削加工では、形状が複雑になるほど加工時間が長くなり、生産性や製品コストに影響しやすくなります。
一方、順送プレスでは、複数の加工工程を金型内で連続して行うため、高い生産性を実現できます。
さらに、
・工程集約
・ASSY削減
・溶接レス化
・自動化
との相性も良く、量産品のコストダウンや品質安定化につながるケースも少なくありません。
こうした背景から、従来は切削加工やASSYが前提とされていた部品についても、順送プレスや板鍛造による工法転換を検討する企業が増えています。
ただし、すべての切削加工部品が順送プレス化できるわけではありません。
重要なのは、「形状そのもの」ではなく「求められる機能」をどう実現するかという視点です。
順送プレス化の本質は「形状再現」ではなく「機能実現」
切削加工部品を順送プレス化する際、
「この形状をそのままプレスで再現できるか」
という視点になりがちです。
しかし実際には、
【完成形状をそのまま再現する】ことよりも、
【必要な部分に材料を集め、求められる機能を実現する】ことが重要になります。
例えば、
・締結に必要なボス
・局部的な強度
・位置決め機能
などは、必ずしも切削と同じ形状である必要はありません。
そこで活用されるのが【板鍛造】です。
板鍛造では、材料を圧縮しながら流動させることで、必要な部分へ材料を集めていきます。
一般的な抜き加工や曲げ加工だけでは難しい、
・局部的な増肉
・ボス形状の形成
・強度が必要な部分の肉厚確保
などに対応できるケースがあります。
つまり、
【形状を真似するのではなく、機能をどう成立させるか】
という考え方が、順送プレス化の本質になります。
実際に多い「順送化できる部品」の特徴
すべての切削加工部品が順送プレス化できるわけではありません。
一方で、以下のような特徴を持つ部品は、工法転換が検討できるケースがあります。
・板材から製作されている、または板材形状に近い部品
・量産品でコスト低減効果が大きい部品
・複数部品のASSYで構成されている部品
・溶接や圧入工程を含む部品
・一部分だけに機能が集中している部品
例えば、
・プレート+カラーの圧入構造
・ブラケット+補強板の溶接構造
・一部にだけボスや段差が必要な部品
などは、工程集約できる可能性があります。
特に、
【一部分に機能が集中している部品】
は、板鍛造との相性が良いケースがあります。
順送化事例:ローレット付ダエンカラー

※製品詳細はこちら
「実際にどのような発想で順送化したのかを、イメージしやすいよう漫画形式でご紹介します。」
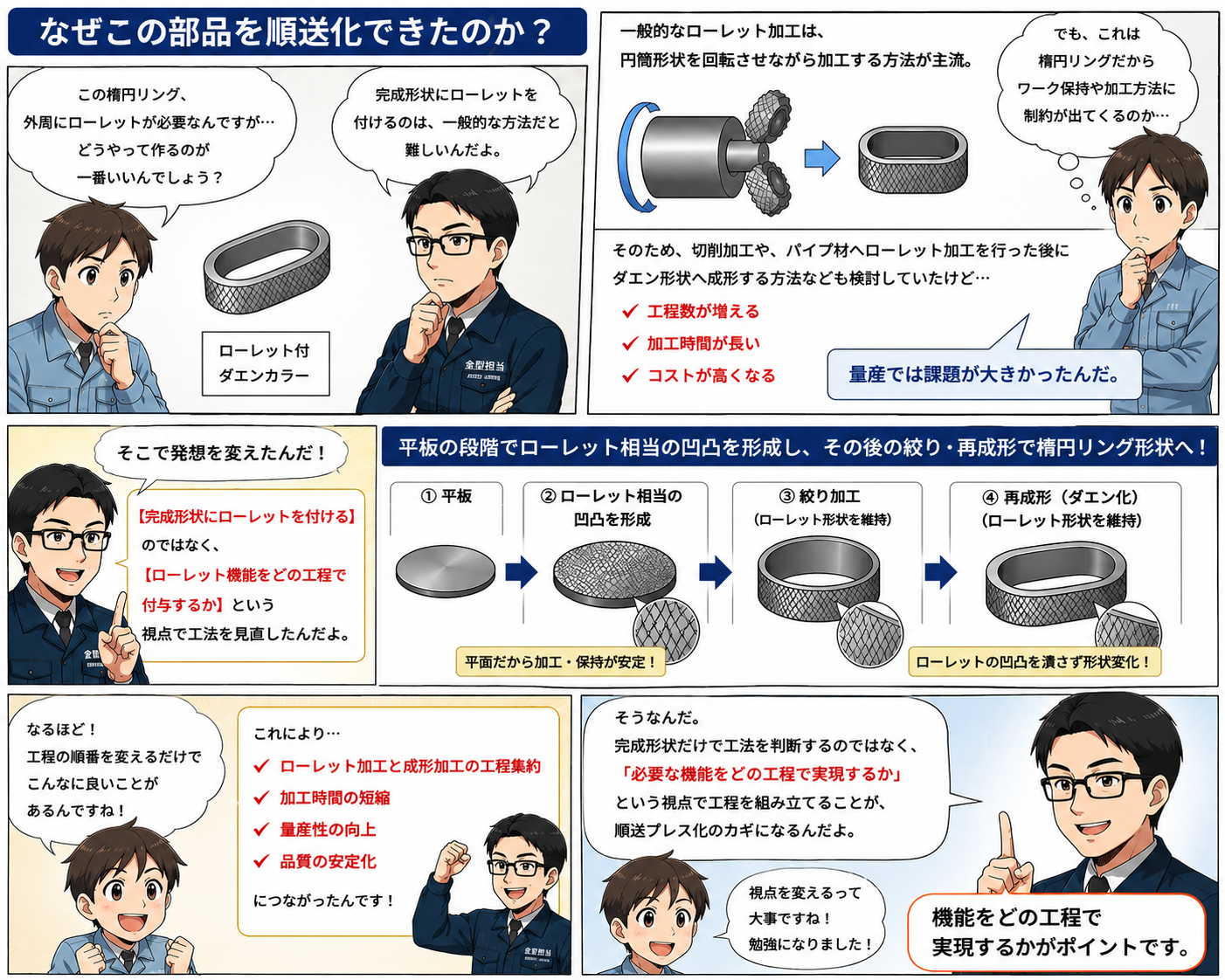
ある部品では、楕円リング形状の外周にローレット機能(滑り止めや保持力向上のための細かな凹凸)が求められていました。
一般的にローレット加工は、円筒形状のワークを回転させながら外周へ凹凸を形成する方法が広く用いられています。
本製品のような楕円リング形状では、ワーク保持や加工方法に制約が生じるため、切削加工による製作や、パイプ材へローレット加工を行った後にダエン形状へ成形する方法なども検討されていました。
しかし、量産時には工程数の増加や加工時間、コスト面で課題がありました。
そこで本案件では、【完成形状にローレットを付ける】のではなく、【ローレット機能をどの工程で付与するか】という視点で工法を見直しました。
具体的には、平板状態の段階でローレット機能を持たせるための凹凸を形成し、その後の絞り加工・再成形によって楕円リング形状へ成形する工程を採用しています。
これにより、
・ローレット加工と成形加工の工程集約
・加工時間の短縮
・量産性の向上
・品質の安定化
につなげています。
このように、完成形状だけを見ると切削加工が必要に思える部品であっても、
【必要な機能をどの工程で実現するか】
という視点で工程を組み立てることで、順送プレス化につながるケースがあります。
完成形状だけで工法を判断するのではなく、工程途中の形状まで含めて検討することが重要です。
金型内製メーカーが工法転換に強い理由
切削加工部品を順送プレスや板鍛造へ工法転換する場合、図面上では成立しているように見えても、実際の量産検討ではさまざまな課題が発生します。
例えば、
・割れ
・材料流動不足
・反り
・寸法変動
などです。
そのため、
・R形状の見直し
・逃がし形状の追加
・潰し量の調整
・工程順の変更
といった細かな検討を繰り返しながら、量産可能な工程へ仕上げていく必要があります。
当社では金型を社内で設計・製作しているため、形状変更や工程変更の検討をスピーディーに進めることができます。
実際には、
【わずかな形状変更や工程変更によって量産化できる】
ケースも少なくありません。
量産立ち上げでは、
【どれだけ早く課題を発見し、改善できるか】
が開発スピードやコストに大きく影響します。
「削るしかない」を見直すことで、工法は変わる
一見すると、
「これは切削しか無理では?」
と思える形状でも、
・順送プレス
・板鍛造
・部分置換
・後加工併用
によって成立できるケースがあります。
特に量産では、
・工程数
・ASSY
・設備負荷
・品質安定性
まで含めて考えることで、大きなコスト改善につながることがあります。
重要なのは、
【図面が完全に固まる前】
の段階で工法を検討することです。
「どこまで順送化できるか」は形状ではなく、機能と工程設計の組み方によって決まります。
この段階からでも、
・この部品、順送化できないか
・切削コストを下げられないか
・ASSYを減らせないか
といった検討余地は十分にあります。
当社では、順送プレス・板鍛造・金型内製の技術を活かし、量産を見据えた工法検討を行っています。
切削加工と同じ形状を再現するのではなく、
【必要な機能をどのように実現するか】
という視点で見直すことで、新たな工法の可能性が見つかる場合があります。
切削コストの低減やASSY削減をご検討の際は、ぜひお気軽にご相談ください。
図面段階だけでなく、構想段階からの工法検討にも対応しています。
