
「試作では問題なかったのに、量産を始めた途端に品質が安定しない」
実際の製造現場では、このような課題が発生するケースがあります。
金属部品を製作する際によく比較されるのが、「プレス加工」と「板金加工」という2つの加工方法です。
一般的には、
- ・試作は板金加工
- ・量産はプレス加工
と使い分けられることが多くあります。
しかし実際には、「今何個作るか」だけで加工方法を決めてしまうと、後から大きな問題につながることがあります。
特に重要なのは、
- ・将来的にどれくらい量産する予定なのか
- ・品質ばらつきをどこまで抑えたいのか
- ・長期的に安定生産する必要があるのか
といった、“量産時”まで含めた視点です。
実際には、試作段階では成立していた形状でも、量産へ切り替えた途端に、
- ・寸法ばらつき
- ・材料反り
- ・割れ
- ・金型修正
- ・量産立上げ遅延
などの問題につながるケースも少なくありません。
今回は、プレス加工と板金加工の違いや、それぞれの特徴・向いているケース、さらに試作から量産へ移行するときに失敗しないためのポイントを、現場目線で解説します。
プレス加工と板金加工の違いとは?
まずは、それぞれの加工方法の基本的な違いを整理します。
専用金型で大量生産を行う「プレス加工」
プレス加工は、製品専用の金型を製作し、プレス機で金属板へ圧力を加えて成形する加工方法です。一度金型を製作すれば、
- ・同じ形状を高速で連続生産できる
- ・品質ばらつきを抑えやすい
- ・量産時の単価を下げやすい
といった特徴があります。特に順送プレスでは、材料送りから抜き・曲げまでを1つの金型内で連続加工できるため、生産性にも優れています。また、専用金型を使用することで、
- ・深絞り形状
- ・複雑な三次元形状
- ・曲面を含む成形
など、板金加工では難しい形状へ対応できるケースもあります。一方で、専用金型を製作するため、初期費用が必要になる点が特徴です。
汎用設備を使用して柔軟に加工する「板金加工」
一方の板金加工は、製品専用金型を新規製作せず、汎用設備を使用して加工を行う方法です。主に、
- ・レーザー加工機
- ・タレットパンチプレス
- ・プレスブレーキ
などを使用し、
- ・切断
- ・穴あけ
- ・曲げ加工
を組み合わせながら形状を作ります。なお、「板金加工は金型を使わない」と言われることがありますが、実際には、
- ・Vダイ
- ・パンチ
- ・汎用金型
などは使用されています。ただし、プレス加工のように“その製品専用の金型”を新たに製作しないため、
- ・初期費用を抑えやすい
- ・小ロットへ対応しやすい
- ・形状変更へ柔軟に対応できる
というメリットがあります。そのため、
- ・試作品
- ・小ロット品
- ・開発途中の製品
との相性が良い加工方法です。
プレス加工と板金加工はどう使い分ける?
一般的には、
- 試作 → 板金加工
- 量産 → プレス加工
と使い分けられることが多くあります。ただし実際には、「現在の数量」だけではなく、「将来的な量産計画」まで含めて判断することが重要です。
板金加工が向いているケース
板金加工は、製品専用金型が不要なため、初期費用を抑えながら短納期で製作できます。そのため、
- ・まずは数個だけ試したい
- ・開発途中で形状変更が多い
- ・小ロット運用を予定している
といったケースでは非常に有効です。一方で、数量が増えると加工時間や工数が積み重なるため、1個あたりのコストが下がりにくい傾向があります。また、板金加工は基本的に直線的な曲げ加工が中心となるため、
- ・深絞り
- ・複雑な曲面形状
- ・高度な立体成形
には限界があるケースもあります。
プレス加工が向いているケース
プレス加工は、初期の金型費用が必要になります。しかし、一度量産体制へ入ると、
- ・加工スピード
- ・製品の均一性
- ・量産時のコスト
の面で大きなメリットがあります。例えば、板金加工では1個ごとの加工費が高くても、数量が増えることで金型費を回収でき、結果的にプレス加工のほうが総コストを抑えられるケースがあります。特に、
- ・月産数が多い
- ・長期継続生産を予定している
- ・品質ばらつきを抑えたい
といった製品では、プレス加工のメリットが大きくなります。また、将来的な量産を見据えている場合は、試作段階からプレス加工前提で形状検討を行うことで、後工程での設計変更や量産トラブルを減らしやすくなります。
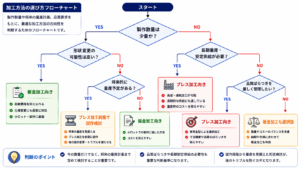
加工方法の選び方フローチャート
試作から量産へ移行するときに起こりやすい課題
実際の現場では、「試作では問題なかったが、量産で問題が発生した」というケースが少なくありません。
図面上では問題なくても、量産時に不具合が発生する
図面や3Dモデルでは成立していても、実加工では、
- ・割れ
- ・しわ
- ・材料反り
- ・スプリングバック
- ・寸法ばらつき
などが発生することがあります。特に、板金加工で成立していた形状を順送プレスへ切り替えた際に、
- ・材料流れ
- ・曲げ順
- ・加工順
- ・送り精度
などの影響で、量産時に品質が不安定になるケースがあります。実際には、試作では問題なかった曲げ形状が、順送化後に材料流れの影響で寸法変動を起こし、曲げ順変更や金型修正が必要になるケースもあります。その結果、
- ・金型修正
- ・形状変更
- ・量産立上げ遅延
につながることもあります。
「作れる」だけではなく、「安定して流せるか」が重要
板金加工でも高い精度を出すことは可能です。しかし量産では、「1個だけ良品ができるか」ではなく、「何万個作っても安定した品質を維持できるか」が重要になります。特にプレス加工では、専用金型による連続加工のため、
- ・寸法ばらつき
- ・加工位置
- ・生産再現性
を安定させやすいという特徴があります。一方で板金加工は、工程数や段取り変更も多く、加工条件や作業者による影響を受けやすい側面があります。
試作から量産までをスムーズに進めるポイント
量産立上げ時のトラブルを減らすためには、試作段階から量産を見据えた検討が重要です。
簡易型(捨て型)を活用した量産前評価
「将来的にはプレス量産したいが、いきなり本型を作るのはリスクが高い」というケースでは、簡易型を使用した試作が有効です。簡易型を使うことで、
- ・本型より低コスト
- ・プレス条件での評価が可能
- ・加工性や寸法安定性を確認できる
といったメリットがあります。特に難形状品では、簡易型での検証結果を量産金型へフィードバックすることで、量産立上げ時のトラブル低減につながります。当社でも、量産前提の案件では、簡易型を使用しながら量産化へ向けた評価を行うケースがあります。
加工会社へ早い段階で相談する
最も重要なのは、「図面完成後」ではなく、「設計検討段階」から加工会社へ相談することです。早い段階で量産方法まで含めて検討しておくことで、
- ・量産できない形状
- ・無理な公差設定
- ・想定外の金型費
- ・量産立上げ時の品質問題
などを防ぎやすくなります。当社では、順送プレスによる量産を前提とした形状検討から対応しており、
- ・金型構造
- ・材料流れ
- ・加工順
- ・量産時の安定性
まで含めて、試作段階からご提案を行っています。また、金型を社内製作しているため、形状変更や調整が必要になった際にも迅速な対応が可能です。
まとめ|加工方法は「量産計画」まで含めて考えることが重要
プレス加工と板金加工は、どちらが優れているというものではありません。重要なのは、
- ・生産数量
- ・製品形状
- ・品質要求
- ・将来的な量産計画
まで含めて、適切な加工方法を選定することです。特に、将来的な量産を見据えている場合は、試作段階から量産前提で加工方法を検討することで、結果的にコスト削減や品質安定につながります。当社では、単なる試作品製作だけでなく、その先の量産安定性まで見据えた加工提案を行っています。試作から量産までを見据えたプレス加工をご検討の際は、ぜひお気軽にご相談ください。

