機械加工からの工法転換
一般的に板厚以下の穴であればプレスでの加工は難しいため、
機械加工で行っています
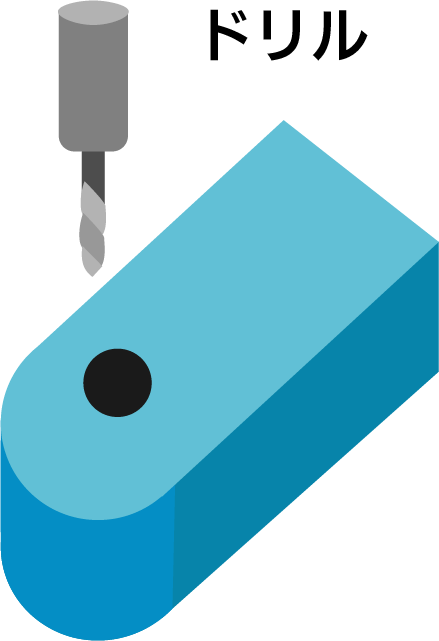
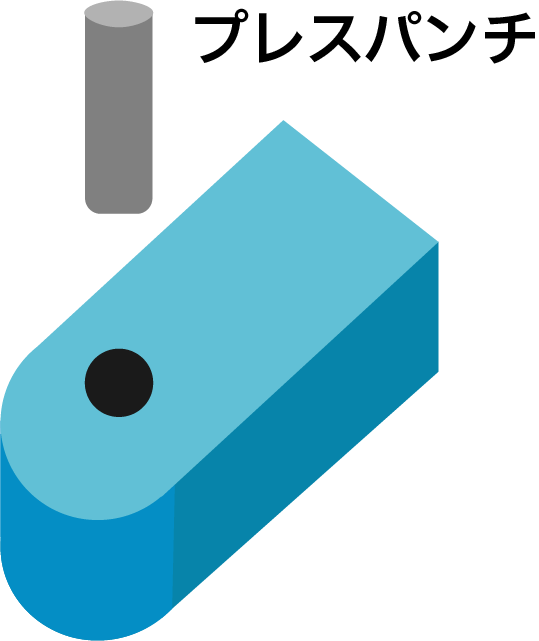

佐藤金属工業では板厚以下の穴をプレス加工で行います。
t6.0φ1.0の穴
t0.8にφ0.26の穴
t0.8にφ0.26の穴
焼結からの工法転換
焼結からの工法転換によって、加工時間短縮、軽量化、高強度化が可能です。

焼結
軽量という利点はあるものの、強度が弱く、
寸法精度が低くなってしまいます。
寸法精度が低くなってしまいます。
プレス
塑性変形により、金属組織が変化し、強度が増します。
プレスの場合、均一で寸法精度が高い製品を作ることが可能です。
プレスの場合、均一で寸法精度が高い製品を作ることが可能です。
接合・組み立てからの工法転換
t6.0のベース板にφ8.5、h9.0のピンを圧入・カシメφ8.5、h9.0のピンを圧入し、
抜けを防ぐためにカシメ加工を施します。
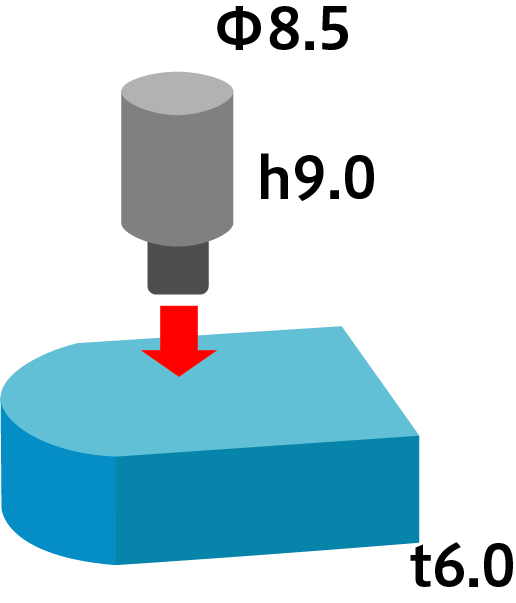
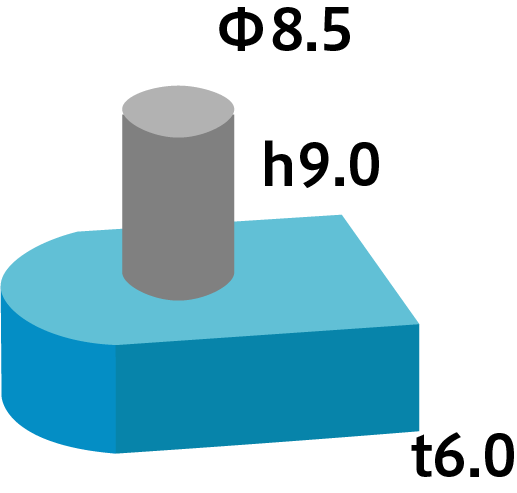

接合・組み立てからの工法転換
プレスで一体式型